In an era defined by technology’s relentless march forward, quality control has undergone a remarkable transformation, thanks to the advent of Artificial Intelligence (AI). This blog post explores how AI in Quality Control, encompassing computer vision, AR/VR, robotics, and other cutting-edge technologies, is revolutionizing QA processes across industries.
Quality inspection is crucial for ensuring that products meet the required standards and specifications. It helps identify defects, improve processes, and maintain customer satisfaction. Here are the ways of conducting quality inspection:
1. Manual Inspection:
Manual inspection involves the human observation and assessment of products, components, or processes to ensure quality, accuracy, and compliance with set standards. Despite advancements in automation, several industries still rely on manual inspection. Here are some examples highlighting the potential for automation:
- Manufacturing Industry:In manufacturing, human inspectors visually inspect assembly lines, check products for defects, inconsistencies, or non-conformities.
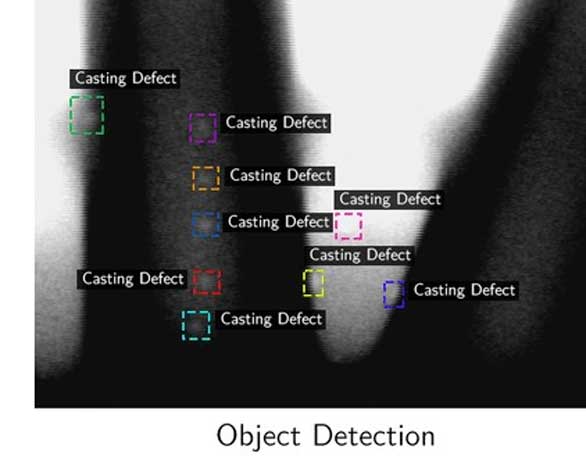
- Automation Opportunity: Automated systems using computer vision can rapidly monitor assembly lines, accurately detect different types of defects and their root causes, improving efficiency and reducing error rates.
- Pharmaceuticals and Healthcare: Pharmaceutical companies often rely on human inspectors to check drug packaging, verify correct labelling, carry out manual compliance monitoring and rely on CCTV footages for incident post mortem analysis.
- Automation Opportunity: Automated systems using optical character recognition (OCR) and machine learning can quickly and accurately verify labelling and packaging, reducing the risk of errors. Any anomaly can be detected and alerted about in real-time, eliminating the need to monitor CCTV feeds.
- Food Industry: Food producers employ manual inspections to check for foreign objects, contamination, or product quality.
- Automation Opportunity: Automated sorting systems can detect contaminants and ensure quality, improving food safety and production efficiency in real-time.
- Automotive Industry: Automotive manufacturers manually inspect vehicle components for defects, ensuring safety and performance standards are met.
- Automation Opportunity: Robotic arms and machine vision systems can efficiently inspect parts, enhancing accuracy and speed of inspection processes.

2. Automated Inspection:
Automated inspection represents a paradigm shift in quality control, leveraging advanced technology and artificial intelligence to execute inspections autonomously, eliminating the need for direct human involvement. In addressing the challenges faced by industries in quality control and inspection, several key points stand out:
- Human Error: Manual inspection processes are susceptible to errors and inconsistencies attributable to human factors such as fatigue or subjectivity. Automated inspection minimizes the risk of human-related mistakes, enhancing overall accuracy and reliability in quality assessments.
- High Volumes: Industries grappling with high production volumes encounter a significant challenge in manually inspecting every item. Automated inspection systems, equipped with speed and precision, are adept at handling large quantities efficiently, ensuring thorough scrutiny without compromising on accuracy.
- Speed and Efficiency: In fast-paced production environments, time efficiency is paramount. Manual inspections can impede operational speed, leading to potential bottlenecks. Automated inspection, characterized by swift and systematic processes, not only expedites quality control but also contributes to the overall efficiency of production lines.
- Precision: Some defects or subtle quality issues may escape detection by the human eye during manual inspections. Automated systems, armed with advanced machine learning algorithms, excel in detecting nuanced flaws, ensuring a level of precision that surpasses traditional inspection methods.
Automated inspection emerges as a transformative solution for various industries, effectively addressing challenges through various advantageous mechanisms:
Precision and Consistency – Automated inspection systems operate with meticulous precision, consistently delivering highly accurate results. By minimizing the influence of human factors, these systems significantly reduce the chance of errors and ensure uniformity in quality assessments across the production line.
High-Speed Inspection – The inherent speed of automated machines is a pivotal asset in production environments. These systems can swiftly inspect products without compromising accuracy, thereby preventing delays in production processes. This accelerated pace contributes to maintaining optimal workflow efficiency.
Data Analysis – Automated inspection systems generate substantial volumes of data during the inspection process. This data can be harnessed for in-depth analysis, enabling industries to identify trends, patterns, and potential issues. The insights gleaned from this analysis become valuable tools for process improvement, allowing for proactive measures to enhance overall production quality.
Cost Efficiency – Although the initial investment in automation technology may be substantial, the long-term benefits translate into cost savings. Automated inspection reduces reliance on manual labour, minimizing the associated costs and decreasing the likelihood of errors leading to product recalls. The cumulative effect over time results in a more cost-effective and sustainable approach to quality control.
Automated inspection extends its versatile applications beyond the mentioned industries, finding critical roles in various sectors:
Aerospace: Automated inspection plays a pivotal role in the aerospace industry by detecting defects in crucial aircraft components. This application ensures compliance with stringent safety and quality standards, contributing to the reliability and integrity of aircraft structures and systems.
Healthcare: In the realm of healthcare, automated inspection is leveraged in medical imaging processes. This technology facilitates precise diagnosis by ensuring meticulous scrutiny of medical images, aiding healthcare professionals in making accurate assessments. Additionally, automated inspection contributes to the continuous monitoring of patient health, enhancing the overall quality of healthcare services.
Agriculture: Automation finds practical applications in agriculture through the inspection of crops, sorting and grading of produce, and maintaining quality control in the agricultural sector. By automating these processes, industries can enhance efficiency and accuracy in the production and distribution of agricultural products.
Electronics: The electronics industry benefits significantly from automated inspection in various stages of manufacturing. This includes detecting defects in circuit boards, ensuring the quality of semiconductor manufacturing processes, and inspecting electronic components. Automated inspection in electronics not only enhances product quality but also contributes to the reliability and functionality of electronic devices.
These diverse applications highlight the adaptability and impact of automated inspection across different domains, showcasing its significance in upholding safety standards, ensuring precision in diagnoses, improving agricultural processes, and enhancing the quality of electronic products. The broad spectrum of industries benefiting from automated inspection underscores its role as a transformative technology with wide-ranging i mplications for quality control and efficiency.
Integration of AI Technologies for Comprehensive Quality Control
The true power of AI in quality control emerges when these technologies synergize. Combining computer vision, AR/VR, and robotics allows for a comprehensive approach. AI-driven algorithms process vast amounts of data from these technologies, enabling quicker decision-making and predictive maintenance, ultimately optimizing the quality control process.
“In a survey by Deloitte, around 53% of organizations are actively investing in or adopting AI technologies for quality control and assurance.”
Role of Computer Vision in Quality Control
In the dynamic landscape of quality control, computer vision, a subset of artificial intelligence (AI), emerges as a pioneering force, driving transformative changes. By empowering machines to interpret and analyse visual data, computer vision replicates human vision with unparalleled speed and precision. This technology revolutionizes quality control processes by facilitating the automated detection of defects, measurement of dimensions, and verification of product adherence to stringent standards. Moreover, the integration of AI vision drones extends these capabilities to dynamic and hard-to-reach environments, providing an agile and comprehensive solution for quality control across diverse industries.
“According to a recent survey by MarketsandMarkets, the computer vision market is expected to reach $19.1 billion by 2025, with a compound annual growth rate (CAGR) of 7.8% from 2020 to 2025.”
What is Computer Vision in the context of Quality Control?
Computer vision refers to the application of AI techniques to enable machines to interpret and understand visual information. In quality control, computer vision systems utilize advanced algorithms to analyse images and videos, allowing for automated detection of defects, measurement of dimensions, and compliance assessment with specific quality standards.
How does Computer Vision differ from Human Vision in Quality Control?
While human vision is subjective and prone to fatigue, computer vision operates with superior speed and unwavering accuracy. Computer vision systems can consistently analyse large volumes of visual data without succumbing to human limitations, making them ideal for repetitive and detail-oriented tasks in quality control.
What roles does Computer Vision play in Quality Control processes?
Computer vision systems play multifaceted roles in quality control, including the identification of defects in products, measurement of dimensions with precision, and ensuring products meet predefined quality standards. These capabilities streamline inspection processes, enhance accuracy, and contribute to the overall efficiency of quality control workflows.
Can Computer Vision adapt to different industries for Quality Control?
The versatility of computer vision allows it to seamlessly adapt to various industries for quality control purposes. Its applications span across manufacturing, aerospace, healthcare, agriculture, and electronics, showcasing its ability to address diverse quality control requirements and contribute to improved product reliability and safety.
“According to a recent study, AI-powered computer vision systems have achieved accuracy rates of up to 99.9% in defect detection, significantly surpassing human capabilities.”
Augmented Reality (AR) and Virtual Reality (VR) in Quality Control
AR and VR technologies are gaining traction in quality control by offering immersive experiences and simulation capabilities. They allow for virtual inspections, training, and real-time data visualization. AR overlays relevant information onto a user’s physical view, aiding in identifying and addressing quality issues.
A report by Grand View Research predicts that the AR market will reach $340.16 billion by 2028, showcasing a remarkable CAGR of 43.8% from 2021 to 2028.
Robotics and Automation in Quality Control
Robotics, coupled with AI, is transforming quality control processes through automation. Robots equipped with advanced sensors and AI algorithms can perform intricate inspections and repetitive tasks with high precision. As a result, manufacturers achieve increased efficiency and consistent product quality.
“In 2022, the global market for AI-powered robotics in quality control reached a value of $4.5 billion, with a projected annual growth rate of 12%.”
Other AI Technologies
AI-driven predictive analytics and machine learning algorithms can forecast potential quality issues based on historical data, enabling proactive measures to maintain high standards. Natural Language Processing (NLP) can analyze customer feedback and reviews, providing valuable insights for continuous product improvement and quality enhancement.
Real-life examples of Inspection Automation
Automated inspection systems have become increasingly prevalent across various industries, offering benefits such as increased efficiency, accuracy, and cost savings. Let’s check out some real-life examples:
Tesla, Inc. (Automotive): Tesla utilizes computer vision and automated inspection systems in their manufacturing processes to detect defects in vehicle components.
Benefits: Improved quality control, faster production, and cost reduction.
Tesla reported a 20% reduction in manufacturing costs through the use of automation and robotics.
Amazon (E-commerce and Logistics): Amazon employs automated inspection systems in its warehouses to manage inventory and ensure the accuracy of shipped products.
Benefits: Enhanced order accuracy, faster order fulfilment, and improved customer satisfaction.
Amazon reported a 50% reduction in packing time and a 40% increase in order processing speed using automated systems.
Intel (Semiconductor Manufacturing): Intel utilizes automated inspection systems for quality control in semiconductor production, detecting defects in tiny electronic components.
Benefits: Enhanced yield rates, reduced waste, and higher product quality.
Intel reported a 25% improvement in yield rates and a 30% reduction in manufacturing defects through automated inspection.
Artificial Intelligence, with its facets of computer vision, AR/VR, robotics, and integrated technologies, is undoubtedly reshaping quality control. The future holds a promising landscape where precision and efficiency will be paramount, thanks to the continuous advancements in AI and its applications in various industries. Stay tuned to witness this transformation unfold.